






Techniques employées
Un résumé des techniques utilisées pour le travail de l'aluminiumDécoupe
Tous les outils coupants ou presque peuvent servir: cisailles à métaux, scie à métaux, scie à ruban, scie sauteuse, tronçonneuse (modèle de poche style Dremel), grignoteuse et même le cutter pour les tôles fines.Ebavurage, ébarbage
L'aluminium utilisé (alliage 2024-T3) est relativement cassant et chaque coupe doit être travaillée pour éviter l'apparition de criques. Cela consiste à ébavurer toutes les arêtes qu'elles soient créées par coupe ou par perçage. Aucune bavure ne doit subsister. Un certain nombre d'outils vont servir à ces opérations : lime à métaux, touret à meuler, disque de ponçage, papier et tampon à poncer. Pour les perçages on utilisera des outils spécifiques : forêt plus grand que le trou, ébavureur manuel ou à monter sur perceuse (attention au prix).
De même, toute rayure doit être supprimée par ponçage.
Fraisurage, embrevage
Les rivets extérieurs sont encastrés pour créer un fini très lisse des surfaces. Pour cela il faut réaliser dans la peau des cuvettes qui vont accueillir la tête de rivet pour qu'elle soit ensuite à fleur. Cette cuvette peut être réalisée selon deux méthodes différentes en fonction de l'épaisseur du métal. Pour les peaux d'épaisseur supérieure à 1mm on utilisera la technique du fraisurage qui consiste à créer la cuvette en perçant à l'aide d'un forêt dont le diamètre est égal à la tête du rivet et en ajustant la profondeur de telle manière que le rivet soit à fleur. Pour les peaux plus fines, c'est la technique de l'embrevage qui est privilégiée. Elle consiste à emboutir la tôle à l'aide d'un outil reproduisant la forme de la tête de rivet. Cette deuxième méthode offre l'avantage de ne pas retirer de matière.
Riveteuse et embreveuse pneumatique
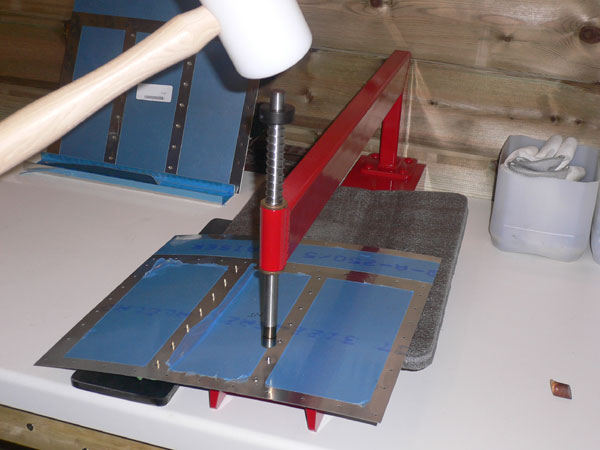
C-frame, pour embrever les trous non accessibles par l'outil pneumatique
Petite astuce, pour garder la protection en place le plus longtemps, il suffit de délimiter au fer à souder les parties de plastique à retirer.
Cannelure, gauffrage
Les nervures sont fabriquées par emboutissage, cela les déforme et nécéssite d'être corrigé avant montage. La technique employée consiste à créer entre chaque trou de fixation une petite cannelure qui va permettre de résorber les déformations. Généralement il faut aussi redresser le bord de la nervure pour la rendre perpendiculaire au fond. Sur la photo, une nervure brute, une nervure cannelée et la pince à canneler.


A venir
Rivetage
Tous les outils coupants ou presque peuvent servir: cisailles à métaux, scie à métaux, scie à ruban, scie sauteuse, tronçonneuse (modèle de poche style Dremel), grignoteuse et même le cutter pour les tôles fines.Ebavurage, ébarbage
L'aluminium utilisé (alliage 2024-T3) est relativement cassant et chaque coupe doit être travaillée pour éviter l'apparition de criques. Cela consiste à ébavurer toutes les arêtes qu'elles soient créées par coupe ou par perçage. Aucune bavure ne doit subsister. Un certain nombre d'outils vont servir à ces opérations : lime à métaux, touret à meuler, disque de ponçage, papier et tampon à poncer. Pour les perçages on utilisera des outils spécifiques : forêt plus grand que le trou, ébavureur manuel ou à monter sur perceuse (attention au prix).
De même, toute rayure doit être supprimée par ponçage.
Fraisurage, embrevage
Les rivets extérieurs sont encastrés pour créer un fini très lisse des surfaces. Pour cela il faut réaliser dans la peau des cuvettes qui vont accueillir la tête de rivet pour qu'elle soit ensuite à fleur. Cette cuvette peut être réalisée selon deux méthodes différentes en fonction de l'épaisseur du métal. Pour les peaux d'épaisseur supérieure à 1mm on utilisera la technique du fraisurage qui consiste à créer la cuvette en perçant à l'aide d'un forêt dont le diamètre est égal à la tête du rivet et en ajustant la profondeur de telle manière que le rivet soit à fleur. Pour les peaux plus fines, c'est la technique de l'embrevage qui est privilégiée. Elle consiste à emboutir la tôle à l'aide d'un outil reproduisant la forme de la tête de rivet. Cette deuxième méthode offre l'avantage de ne pas retirer de matière.
Riveteuse et embreveuse pneumatique
C-frame, pour embrever les trous non accessibles par l'outil pneumatique
Petite astuce, pour garder la protection en place le plus longtemps, il suffit de délimiter au fer à souder les parties de plastique à retirer.
Cannelure, gauffrage
Les nervures sont fabriquées par emboutissage, cela les déforme et nécéssite d'être corrigé avant montage. La technique employée consiste à créer entre chaque trou de fixation une petite cannelure qui va permettre de résorber les déformations. Généralement il faut aussi redresser le bord de la nervure pour la rendre perpendiculaire au fond. Sur la photo, une nervure brute, une nervure cannelée et la pince à canneler.
A venir
Rivetage

| Naviguer à travers les articles | |
 Première visite du GSAC
Première visite du GSAC
|
Electricité avion

|
|
|